از کمبود نیروی کار تا تحویل قابل پیش بینی: چگونه اتوماسیون جریان نقدی را تغییر می دهد
یک کارخانه مواد غذایی با 12 کارگر در خط دامپلینگ می تواند روزانه 8000 دستگاه را ارسال کند. با 9 کارگر - که بیشتر از آنچه مدیران بخواهند اعتراف کنند اتفاق می افتد - 5500 نفر ارسال می شود. کمبود فقط بر حجم تأثیر نمی گذارد. تاریخ ارسال را به تأخیر می اندازد، فاکتور را یک هفته بیرون می آورد و بسته به قرارداد، یک بند جریمه ایجاد می کند. این توالی هزاران بار در سراسر تولید مواد غذایی هر ماه اجرا میشود و بیشتر کسبوکارها ضرر را بدون نام بردن از علت اصلی جذب میکنند.
کمبود نیروی کار در فرآوری مواد غذایی ساختاری است، نه دوره ای. یک مطالعه مشترک توسط Deloitte و موسسه تولید نشان داد که بخش تولید ایالات متحده به تنهایی می تواند با 2.1 میلیون موقعیت پر نشده تا سال 2030 ، با پردازش مواد غذایی در میان بخش هایی که بیشترین آسیب را دیده است. در بازارهای سراسر آسیای جنوب شرقی، خاورمیانه و اروپا، الگوی مشابهی وجود دارد: استخدام اپراتورها سخت تر، نگهداری آنها سخت تر، و آموزش آنها به طور فزاینده ای گران تر می شود - فقط برای مشاهده خروج آنها در عرض یک سال. سوال واقعی این نیست که آیا اتوماسیون ضروری است یا خیر. این که آیا پرونده مالی آن به درستی تنظیم شده است یا خیر.
وقتی نمی توانید خط را پر کنید، نمی توانید صورت حساب را پیش بینی کنید
برنامه های تحویل بر اساس مفروضات تولید ساخته شده است. این مفروضات بر تعداد کار تکیه دارند. وقتی تعداد کار در نوسان است - و در عملیات شکلدهی و بستهبندی پر زحمت دائماً در نوسان است - کل طرح پایین دستی غیرقابل اعتماد میشود.
در نظر بگیرید که این واقعا چگونه آشکار می شود: یک کارخانه متعهد می شود 50000 قطعه دیم سام منجمد را در روز پنجشنبه به یک توزیع کننده تحویل دهد. روز سهشنبه، سه کارگر صدای بیماری میزنند. این خط با 60 درصد ظرفیت کار می کند. حمل و نقل کوتاه است. توزیعکننده کامیون را تا روز جمعه نگه میدارد، که تاریخ فاکتور را تغییر میدهد، پرداخت را با یک چرخه کامل صورتحساب به تأخیر میاندازد، و - اگر توزیعکننده یک مدل بهموقع کار میکند - باعث میشود انبار در خردهفروشی تمام شود.
این سناریو یک شکست زنجیره تامین نیست. این یک شکست کارکنان است و هزینه مستقیم دارد: تاخیر در درآمد، جریمههای احتمالی، و از بین رفتن اعتماد با خریدار که گزینههای جایگزین دارد. ارتباط بین چگونه اتوماسیون کمبود نیروی کار کارخانه های مواد غذایی را در عمل برطرف می کند و تأثیر مالی پاییندستی مستقیمتر از آن چیزی است که اکثر بحثهای P&L تصدیق میکنند.
هزینه واقعی مالی ویندوز تحویل از دست رفته
هزینه قابل مشاهده تحویل از دست رفته جریمه است. اما تأثیر مالی کامل عمیقتر است، در سه لایه ترکیبی.
تأخیر در صورتحساب و تبدیل پول نقد کندتر. اکثر قراردادهای تامین مواد غذایی در تایید تحویل فاکتور می شوند. هر روز تاخیر در یک محموله، روزی است که فاکتور بالا نمی رود. برای کارخانهای با شرایط پرداخت 30 روزه، تاخیر تحویل 3 تا 5 روزه ثابت به این معنی است که وجه نقد 10 تا 17 درصد دیرتر از آنچه مدل فرض میکند میرسد. این شکاف باید از طریق خطوط اعتباری، تمدید تامین کنندگان، یا با برداشت ذخایر پوشش داده شود.
قراردادها و بندهای جریمه خریداران خردهفروشی و خدمات غذایی در سالهای اخیر شرایط SLA خود را سختتر کردهاند. هزینه های تحویل دیرهنگام 1 تا 3 درصد در هر حادثه رایج است، و نقض مکرر می تواند باعث بررسی قرارداد یا فسخ کامل شود. از دست دادن رابطه توزیع کننده فقط بر یک سفارش تأثیر نمی گذارد، بلکه جریان درآمدی را که توسعه آن ماه ها یا سال ها طول کشیده است، حذف می کند.
اعتماد خریدار و رفتار سفارش مجدد. خریدارانی که ناهماهنگی های تحویل مکرر را تجربه می کنند، بلافاصله قراردادها را لغو نمی کنند. آنها بی سر و صدا دو منبع هستند. آنها حجم سفارش را کاهش می دهند. آنها ارائه خطوط تولید جدید را به تامین کننده ای که از نظر ذهنی آن را غیرقابل اعتماد معرفی کرده اند، متوقف می کنند. فرسایش درآمد تدریجی است و به سختی می توان آن را به هر دلیلی نسبت داد - دقیقاً به همین دلیل است که تمایل دارد به آن رسیدگی نشود.
درک کردن پنج دلیل تجاری که تولیدکنندگان مواد غذایی به تجهیزات خودکار ارتقا می دهند معمولاً از اینجا شروع می شود - با درد مالی ناشی از ناسازگاری، نه فقط ناراحتی عملیاتی ناشی از کمبود کارکنان.
چگونه اتوماسیون تغییرپذیری خروجی را به قطعیت توان تبدیل می کند
یک دستگاه غذاساز که به خوبی مشخص شده باشد روزهای بیماری ندارد. بعد از ساعت شش کند نمی شود. وزن پرکننده خود را بر اساس خستگی یا حواس پرتی تغییر نمی دهد. خروجی آن در ساعت یک برابر با ساعت هشت است - و این ثبات دقیقاً همان چیزی است که برنامه ریزی تولید را دوباره قابل اعتماد می کند.
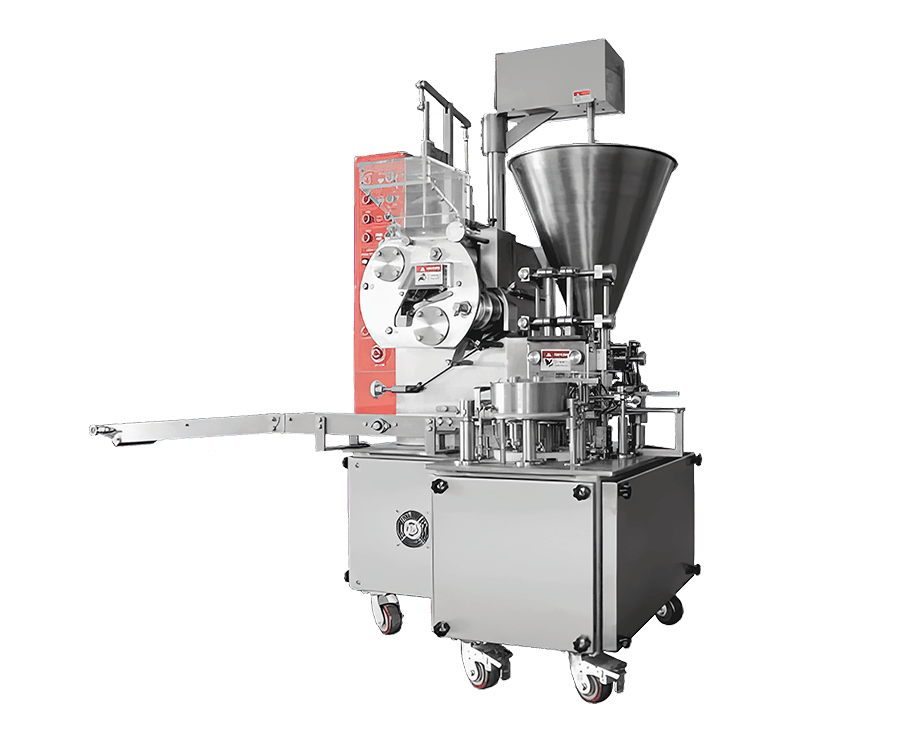
از نظر عملی، یک دستگاه فرمدهی خودکار که کوفتهسازی یا تولید ونتون را انجام میدهد، میتواند خروجی 3600-6000 قطعه در ساعت را بدون توجه به ترکیب شیفت یا فشار فصلی کارکنان حفظ کند. این نرخ قابل اندازهگیری، برنامهریزی، و بیمهپذیر است، بهگونهای که تیمی از کارگران دستساز به سادگی چنین نیستند.
شیفت عملیاتی برای برنامه ریزی اهمیت دارد. هنگامی که یک مدیر خط میداند که مرحله شکلگیری قطعات X را در هر ساعت تحت هر شرایط کارمندی تولید میکند، هر تعهد پاییندستی (بستهبندی، رزرو زنجیره سرد، زمانبندی حمل و نقل، زمانبندی فاکتور) میتواند بر اساس یک عدد ثابت به جای یک تخمین خوشبینانه ساخته شود. این پایه و اساس است تطبیق ظرفیت توان عملیاتی ماشین با سفارشات تولید واقعی شما به جای برعکس: اجازه دادن به در دسترس بودن نیروی کار تعیین کننده آنچه می توانید متعهد شوید.
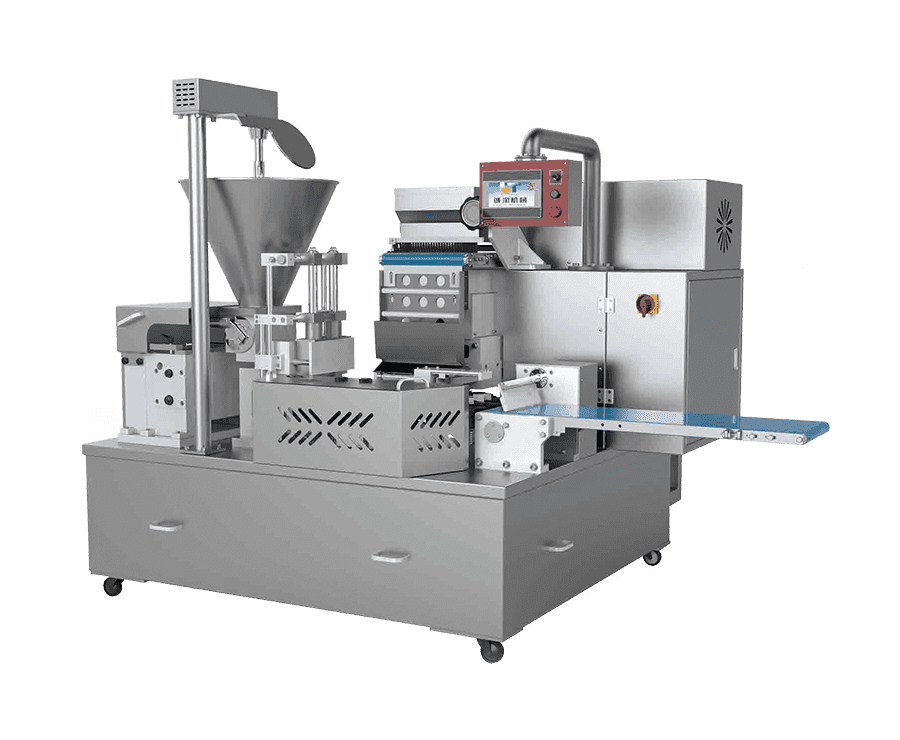
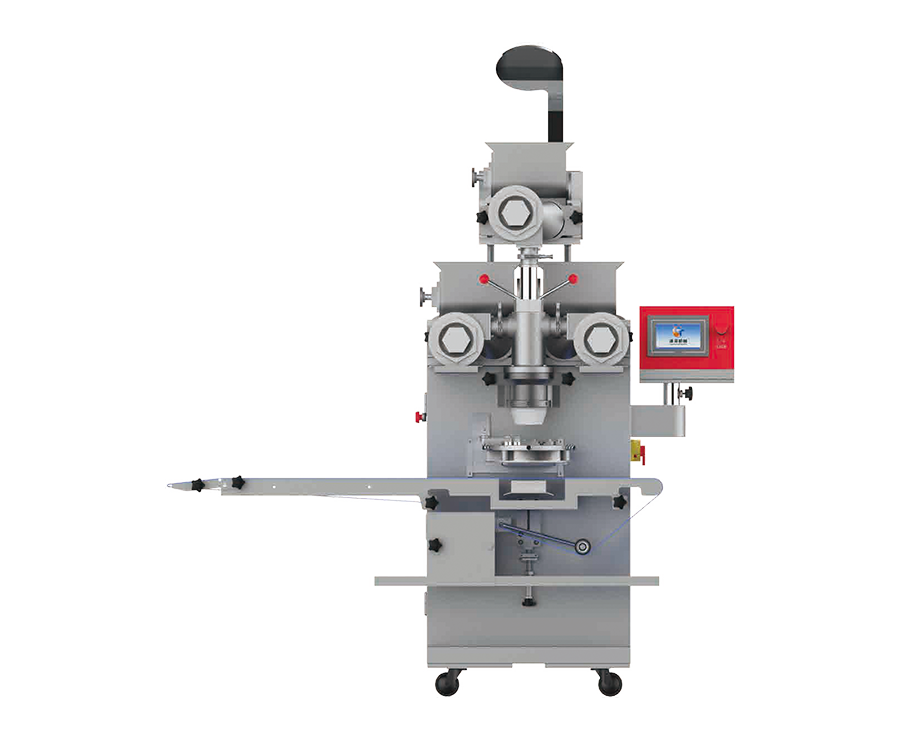
برای کارخانه های مواد غذایی که اقلامی مانند کوفته ها، شیرینی های روکش دار، اسپرینگ رول یا کلوچه های قالبی تولید می کنند، ماشین های تشکیل دهنده مواد غذایی که برای خروجی با حجم بالا طراحی شده اند نقطهای را در جریان تولید نشان میدهد که در آن تنوع توان در عملیات دستی بالاترین است - و جایی که اتوماسیون سریعترین تثبیت را ارائه میدهد.
خروجی قابل پیش بینی به معنای جریان نقدی قابل پیش بینی است
موارد مالی برای اتوماسیون معمولاً حول محور کاهش هزینه است: ساعات کار کمتر، ضایعات کمتر، کاهش مجدد کار. آن پس انداز واقعی است. اما تأثیر جریان نقدی ناشی از قطعیت تحویل اغلب بزرگتر و سریعتر از صرفه جویی در هزینه نیروی کار به تنهایی است.
مکانیسم این است: زمانی که یک کارخانه می تواند به طور قابل اعتماد به تاریخ تحویل متعهد شود و به آن برسد، صورتحساب طبق برنامه انجام می شود. چرخه های پرداخت به موقع شروع می شود. مطالبات در پشت محموله های از دست رفته انباشته نمی شوند. سرمایه در گردشی که قبلاً در وضعیت "تحویل در انتظار" قفل شده بود با سرعت قابل پیش بینی در دسترس می شود.
یک مقایسه ساده تفاوت را نشان می دهد:
| متریک | خط دستی | خط خودکار |
|---|---|---|
| نرخ تحویل به موقع | 68-75٪ | 92-97٪ |
| میانگین تأخیر فاکتور (روز) | 4-7 روز | 0-1 روز |
| قرار گرفتن در معرض جریمه (در هر سه ماهه) | 2 تا 4 درصد ارزش قرارداد | نزدیک به صفر |
| چرخه تبدیل پول نقد | غیر قابل پیش بینی ± 12 روز | پایدار، در عرض 2 ± روز |
اثر ترکیبی مهم است : کارخانه ای که 95% تحویل به موقع را می دهد، می تواند به طور قابل اعتمادی در مورد شرایط پرداخت سریعتر با توزیع کنندگان مذاکره کند و DSO (فروش روزانه معوق) را بیشتر کاهش دهد. خریدارانی که به قابلیت اطمینان تحویل شما اعتماد دارند نیز تمایل دارند اندازه سفارش را در طول زمان افزایش دهند و درآمد هر مشتری را بدون افزایش متناسب در هزینه فروش بهبود بخشند.
محاسبه بازپرداخت: چه زمانی اتوماسیون شروع به بازپرداخت شما می کند؟
اعداد هر کارخانه متفاوت است، اما محاسبه بازپرداخت برای اتوماسیون تولید مواد غذایی معمولاً از چهار ورودی استخراج میشود: هزینه کار مستقیم، نرخ ضایعات و دوباره کاری، قرار گرفتن در معرض جریمه تحویل، و درآمد از دست رفته ناشی از روابط عرضه غیرقابل اعتماد.
اکثر کارخانههایی که این محاسبات را صادقانه انجام دادهاند - از جمله هر چهار ورودی به جای صرفهجویی در نیروی کار - متوجه میشوند که دوره بازپرداخت برای یک دستگاه تولید غذای هدفمند بین 12 تا 24 ماه است. در بازارهایی با نیروی کار کم، گردش مالی بالا و SLAهای خریدار تقاضا، این پنجره می تواند به کمتر از یک سال کاهش یابد.
محاسبه همچنین در طول زمان به طور مثبت ترکیب می شود. هنگامی که هزینه تجهیزات بازیابی می شود، هر ماه بعدی از توان عملیاتی ثابت نشان دهنده حاشیه بهبود یافته است - بدون هزینه و عدم قطعیت استخدام، آموزش، و حفظ کارگران دستی برای همان وظایف. کاوش سه راه عملی برای افزایش سرعت خروجی و کاهش زمان خرابی در این مرحله مرتبط می شود - نه به عنوان راهی برای فشرده کردن بیشتر از یک خط موجود، بلکه به عنوان راهی برای افزایش بازده مالی سرمایه گذاری اولیه اتوماسیون.
برای کارخانههایی که هنوز در مورد تجارت کار میکنند، به جای پسانداز نیروی کار، شروع با جریمه و درآمد از دست رفته دفتر کل کمک میکند. این هزینهها اغلب بزرگتر از حد انتظار هستند و پس از بهبود قابلیت اطمینان تحویل، سریعتر قابل بازیابی هستند.
در یک محیط تولید مواد غذایی از کجا شروع کنیم
برای اینکه متحول کننده باشد، لازم نیست اتوماسیون کامل باشد. در تولید مواد غذایی، نقطه شروع با بالاترین اهرم تقریباً همیشه مرحله شکلگیری یا پر کردن است - مرحلهای که در آن کار یدی فشردهترین است، حفظ ثبات محصول سختترین است، و تنوع توان عملیاتی بیشترین اثر پاییندستی را دارد.
کارخانهای که کوفتهها، وونتونها، بائوزی، سیومای یا شیرینیهای روکش شده تولید میکند که ابتدا خط شکلدهی خود را خودکار میکند، تعداد خروجی روزانه خود را بلافاصله تثبیت میکند. این تغییر واحد - دانستن اینکه دقیقاً چند قطعه در هر شیفت خط تولید می کند - منبع اصلی عدم قطعیت تحویل را حذف می کند. هر چیز دیگری در برنامه تولید قابل کنترل تر می شود: تهیه مواد، بسته بندی، رزرو سردخانه و تعهدات حمل و نقل.
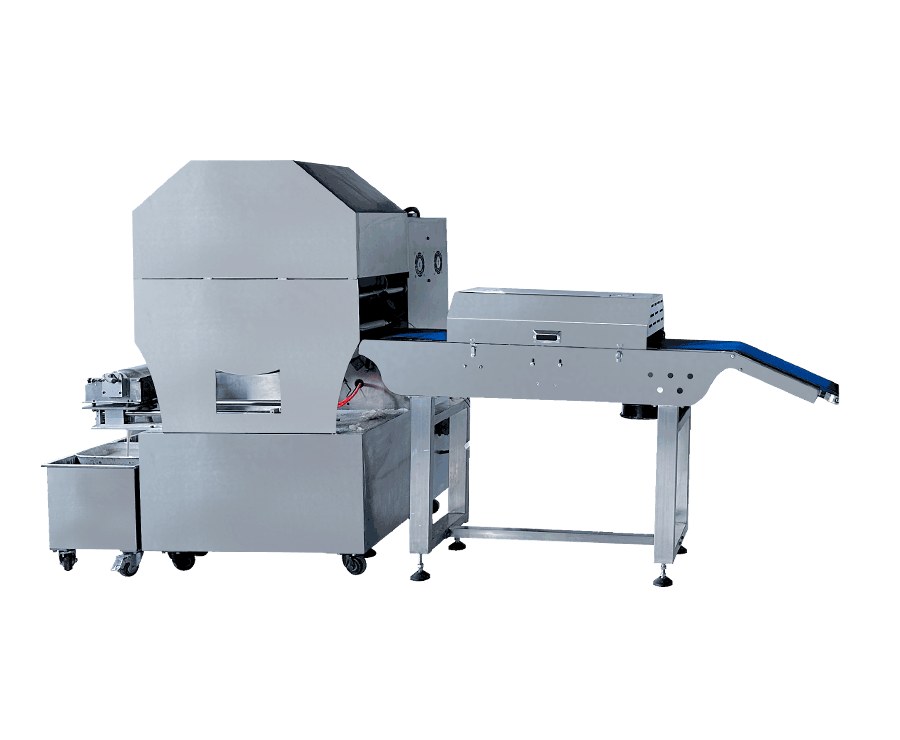
از آنجا، رویکرد می تواند به طور سیستماتیک گسترش یابد. تجهیزات آماده سازی - میکسرها، جداکننده برنج، برش سبزیجات - تنوع بالادست را کنترل می کند. ماشین های کاربردی توسعه یافته انعطاف پذیری پایین دست را کنترل می کنند: پوشش، گرد کردن، پر کردن. هر مرحله ای که به گردش کار خودکار اضافه می شود، شکاف بین خروجی برنامه ریزی شده و خروجی واقعی را کاهش می دهد و توانایی کارخانه را برای انجام تعهداتی که جریان نقدی را هدایت می کند، سخت تر می کند.
نقطه شروع نیازی به بازسازی کامل خط ندارد. این باید قطعه مناسبی از تجهیزات باشد که با محصول خاص و حجمی که عملیات شما بر روی آن ساخته شده است مطابقت داشته باشد. این مکالمه - در مورد نوع محصول، ویژگی های خمیر، ویسکوزیته پر شدن و نرخ خروجی هدف - جایی است که مفیدترین راهنمایی شروع می شود.


محصولات مرتبط
Copyright © شرکت ماشین آلات شانگهای چنگتائو ، آموزشی ویبولیتین All rights reserved. 
با ما تماس بگیرید